|
1、中国锻造行业发展现状
2013年1月8日,在2013版《中国锻造行业发展研究》编写工作会议上,中国锻压协会行业研究室主管吴顺达女士向参加会议的专家学者发布了中国锻造行业发展现状报告。
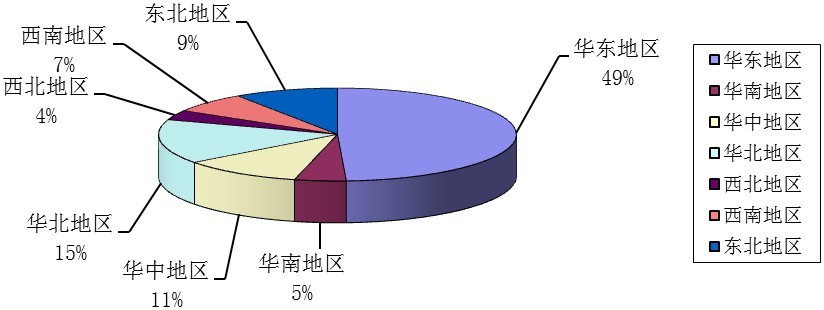
报告展示了中国锻造企业的地域分布及七大汽车产业集群形成精密锻造产业集群:
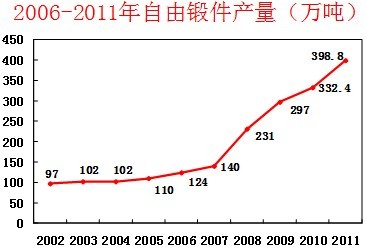
2006-2011年全国锻件总产量:
报告中,吴顺达女士统计了参加历次会议的21家企业,从锻造成形工艺应用方面做出数据汇总。其中,冷温锻技术的发展已经接近或达到国际先进水平。
锻造成形工艺应用情况(统计参会的21家企业)

另外,报告分析了2009年以来锻造行业发展的新特点:1、国外企业纷纷在国内投资建厂;2、国内企业加大了投资力度,企业加速扩张;3、民营企业争取扮演发展的主要角色;4、形成了围绕配套领域的产业集聚区;5、企业向自动化生产迈进。
7、【调研报告】锻件热处理领域现状
中国锻压协会于2012年10月14-16日在长春召开了锻件热处理研讨会,会前对16家锻造企业锻件热处理情况进行了调研,会议期间向与会代表汇报了调研结果,现公布如下:
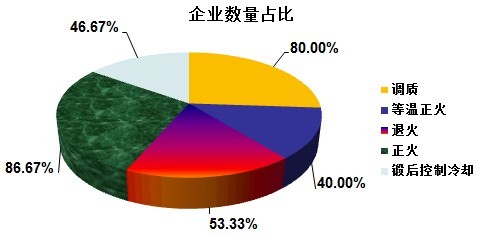
图一:企业锻件热处理工艺种类及其占比
16家锻造企业中,25%的企业使用非调质钢,使用比例占产品总量的20%-40%;75%的企业没有使用非调制钢。绝大部分企业使用箱式炉和网带式、推杆式热处理炉。热模锻与冷温锻企业锻造及热处理能耗的占比见下图:

图二:热模锻与冷温锻企业锻造及热处理能耗的占比
据统计,热处理质量问题的种类及存在问题企业数量占比较高。有些企业硬度存在问题的比例占到40%,甚至达到70%;组织存在问题的比例达30%-50%,有些企业达到70%;性能不合格占到20-30%;变形问题比例达30%-50%,有些企业达到60%。
产生这些问题的主要原因是:锻件材料成分不稳定;炉温均匀度差;炉温控制不精确;不能严格控制工艺温度、时间;不经常校对仪表和传感器温度等。锻件热处理变形的解决办法见下图:

图三:锻件热处理变形的解决办法
以上调研结果为企业技术改造和质量改善提供参考。详情请点击:http://www.duanxie.cn/info/2012119/1-20478.shtml。
8、【调研报告】国内锻造模具及润滑发展现状
由中国锻压协会主办的“2012锻造模具及润滑会议”已于2012年11月26-29日在安徽芜湖成功举办,会议以“提升模具设计制造水平,增强企业竞争力”为主题。会议现场,中国锻压协会行业研究室主管吴顺达女士发布题为《国内锻造模具及润滑发展现状》的报告。报告分析了模具及润滑行业发展现状及模具成本的研究数据、模具应用的锻造形式、模具失效规律及模具结构优化的方式。
报告从磨损、开裂、变形、压塌等方面分析模具失效规律,而造成模具失效的主要原因是润滑、使用方法、成形工艺设计、预热、冷却等。提高模具质量的途径有改善模腔表面粗糙度、保证硬度均匀、提高装配精度、消除残余应力等。报告分析了模具热处理出现的缺陷,并提出了相对应的预防措施。对于可以提高模具寿命的热处理方式,报告给予了详细的分析。另外,报告还详细介绍了新模具钢实验和环保润滑剂的使用,分析了企业所做的工作及效果。详情请点击:http://www.duanxie.cn/info/2012125/1-20618.shtml。
10、“头脑风暴”专家库第六次专家评选结果公布
2012年10月,2012年中国锻压协会“头脑风暴”专家库第六次专家评选结果揭晓。
经过5个月的专家征集及常务理事会的投票表决,本次评选共有14位行业研究人员成为中国锻压协会“头脑风暴”专家库的专家。

中国锻压协会欢迎各位专家加入“头脑风暴”专家库,为锻压行业和企业服务!希望行业专业人士积极申请报名,企业也可以推荐技术骨干加入专家库。中国锻压协会将组织专家进行项目评审,帮助企业解决一些疑难问题
“头脑风暴”专家库网站已经建成:http://www.bstorm.org希望各企业和专家积极浏览!
13、锻压行业相关政策解读
2013年1月8日,在2013版《中国锻造行业发展研究》编写工作会议上,中国锻压协会行业研究室主管吴顺达女士向参会的专家学者进行了锻压行业相关的国家政策解读。
一、“2013年国家产业振兴与技术改造专项”与锻压有关的专题
(一)节能与新能源汽车产业化
1、高效发动机:高压共轨系统;
2、先进变速器:双离合器式自动变速器(DCT)和自动控制机械变速器(AMT)及其关键零部件,CBT变速器及其关键零部件;
5、其它关键零部件:低地板大客车专用驱动车桥及重型载货车车桥,空气悬架,吸能式转向系统,大中型客车变频空调,高强度钢车轮及车辆零件,载重车后盘式制动器等;
6、汽车轻量化:轻金属结构专用运输车辆,超高强度钢热成形及内高压成型汽车零部件生产线。
(二)装备核心能力提升
1、关键机械零部件:轿车三代轮毂轴承单元和重载卡车二代轮毂轴承单元、高速动车组轴承、高速、高精数控机床轴承及电主轴、高速列车齿轮传动装置、节能环保自动变速器及关键零部件、船用大型齿轮传动装置、汽车发动机紧固件等;
3、先进制造工艺:针对汽车、工程机械、机床、大型石化装置、船舶等关键零部件和机械基础制造所需的锻造工艺。
二、智能制造装备专项
发展目标:智能制造装备产业实现快速增长,在2015年产值1万亿;2020年产值达到3万亿。
主要任务:新有资本向“9886”集中。
政策保障措施:为9大领域设立了“智能制造装备创新发展专项”资金,2011年共有19个项目获得了9.75亿资金。项目形式分成四类:
1、用户和研发单位签订合同即给予资金支持
2、设备在安装过程中
3、设备已经到达用户
4、支持民营企业
注释:智能设计、制造、运行是围绕“识别、控制、执行”的制造系统展开,在2020年前更多的是解决重点装备数字化,由智能制造装备实现智能制造。2020年实现3万亿产值,要靠基础件来实现。材料、工艺围绕基础件的制造来完成创新发展。
三、“国内投资项目不免税的进口商品目录”与锻压有关的专题
(三)压力成形机械
1、编号41,设备名称:辗环机;
技术规格:直径≤5000mm;修改为:直径≤8000mm.
2、编号31,设备名称:高速精密压力机
技术规格:公称压力≤600t或滑块行程次数<400次/分
修改为:
2.1、≥400t,冲速≤350次/分,综合间隙≥0.45mm。下死点精度纵向>0.3mm,前后左右>0.03mm,全行程均应满足以上要求精度,同时运动系统需要配置动平衡且具有模具平衡系统。
2.2、≥200t<400t,综合间隙>0.30mm,冲速<500次每分钟,下死点精度:纵向>0.20mm,前后左右>0.02mm,具动平衡及可调模具平衡系统。
2.3、<200T,综合间隙>0.2mm,冲速<800次/分钟,下死点精度:纵向>0.005mm,前后左右>0.002mm,全速度变化及全行程。
3、编号32,设备名称:数控冲模回转头压力机
技术规格:公称压力≤60t,加工精度>±0.05mm,板料最大移动速度<140m/min,最高冲压频率≤900次/分;
修改为:最高冲压频率≤1000次/分.
4、编号42,设备名称:多工位压力机及自动化送料装置
技术规格:公称压力≤5000t或整机节拍≤30次/分
修改为:
4.1.多工位板材成形机械压力机及自动化送料装置
技术规格:公称压力小于等于5000t或整机节拍小于等于45次/分。
4.2.多工位机械式热模锻压力机及自动化送料装置
技术规格:公称压力小于等于1600t。
4.3.多工位机械式温锻压力机及自动化送料装置
技术规格:公称压力小于等于1000t。
4.4.多工位机械式冷锻压力机及自动化送料装置
技术规格:公称压力小于等于1000t。
四、机械基础件、基础制造工艺和基础材料“十二五”发展规划(工信规【2011】509号)与锻压有关的专题
*重点发展11类机械基础件、6类基础制造工艺和两类基础材料。
*11类机械基础件――20类标志性机械基础件
*6类基础制造工艺之一――锻压工艺(大型薄壁结构件整体成形工艺,多工位冷、温锻工艺,高速精密镦锻工艺,大型复杂结构件精密体积成形工艺,大型环件冷辗扩工艺,板材管材精密成形工艺,高强钢板热成形工艺,汽车铝合金精密锻造工艺,精冲工艺)。
*15项标志性基础制造工艺――板材管材精密成形技术,冷/温精密成形技术,大型复杂结构件明明体积成形技术,热精锻成形技术。
*基础材料――结构材料:高性能结构钢等;工艺材料:模具钢、环保润滑剂等;12种标志性基础材料。
|
 专家库新闻
专家库新闻
 打印
打印